 id
id
Kumparan Baja Silikon & Panduan Ekspansi Termal
Mengapa Ekspansi Termal Merupakan Variabel Penting dalam Aplikasi Baja Silikon
Ketika para insinyur memilih bahan untuk inti motor listrik, laminasi transformator, dan stator generator, sifat elektromagnetik seperti kehilangan inti dan permeabilitas magnetik mendominasi pembicaraan. Namun satu sifat mekanik secara konsisten menentukan apakah sirkuit magnetik yang dirancang dengan baik bekerja dengan andal selama masa pakainya: the koefisien muai panas baja . Untuk kumparan baja silikon diproses menjadi tumpukan laminasi, memahami ekspansi termal bukanlah masalah kedua — ini adalah dasar dari stabilitas dimensi, kesesuaian perakitan, dan konsistensi elektromagnetik jangka panjang.
Koefisien muai panas (CTE) menggambarkan seberapa besar suatu bahan memuai atau menyusut per satuan panjang untuk setiap derajat perubahan suhu, dinyatakan dalam satuan μm/(m·°C) atau 10⁻⁶/°C. Untuk baja karbon standar, CTE kira-kira 11–12 × 10⁻⁶/°C . Baja silikon — besi yang dipadukan dengan 1,5–4,5% silikon — menunjukkan CTE yang sedikit lebih rendah, biasanya dalam kisaran 10–11,5 × 10⁻⁶/°C , tergantung pada kandungan silikon dan orientasi butir. Pengurangan ini, meskipun secara absolut tidak terlalu besar, namun memiliki konsekuensi yang dapat diukur ketika tumpukan laminasi beroperasi pada rentang temperatur yang luas, seperti halnya pada motor traksi untuk kendaraan listrik atau transformator daya besar yang mengalami siklus beban.
Bagaimana Kandungan Silikon Memodifikasi Koefisien Ekspansi Termal Baja
Penambahan silikon pada besi memiliki dua tujuan: meningkatkan resistivitas listrik (mengurangi kerugian arus eddy) dan mengubah struktur kisi kristal sedemikian rupa sehingga mempengaruhi anisotropi magnetik dan perilaku termal. Ketika kandungan silikon meningkat dari 1% menjadi 4,5%, CTE paduan menurun secara progresif. Hal ini terjadi karena atom silikon, yang lebih kecil dari atom besi, mendistorsi kisi kubik berpusat badan (BCC) dan memperkuat ikatan antar atom, sehingga mengurangi amplitudo getaran atom yang diinduksi secara termal.
Variasi CTE pada Kelas Baja Silikon
| Bahan | Si Konten (%) | KTT (×10⁻⁶/°C) | Penggunaan Khas |
|---|---|---|---|
| Baja karbon rendah | 0 | 11.7–12.0 | Struktural umum |
| Baja silikon tidak berorientasi (kelas rendah) | 1,5–2,5 | 11.0–11.5 | Motor kecil, pemberat |
| Baja silikon tidak berorientasi (bermutu tinggi) | 2.5–3.5 | 10.5–11.0 | Motor traksi EV, generator |
| Baja silikon berorientasi butiran (GO) | 3.0–3.5 | 10.0–10.8 | Transformator daya dan distribusi |
| GO dengan permeabilitas tinggi (HiB) | 3.0–3.5 | 10.0–10.5 | Transformator daya besar |
Arah pengukuran juga penting untuk nilai yang berorientasi pada butir. Karena tekstur Goss menyelaraskan butiran terutama pada arah penggulungan, CTE pada arah penggulungan dan arah melintang sedikit berbeda — biasanya sebesar 0,3–0,5 × 10⁻⁶/°C. Anisotropi ini harus diperhitungkan ketika merancang inti transformator yang dirakit dari strip yang dipotong pada sudut yang berbeda, karena ekspansi diferensial di bawah siklus beban dapat menimbulkan tegangan interlaminar dan mempercepat kelelahan lapisan insulasi.
Konsekuensi Praktis Ekspansi Termal pada Rakitan Tumpukan Laminasi
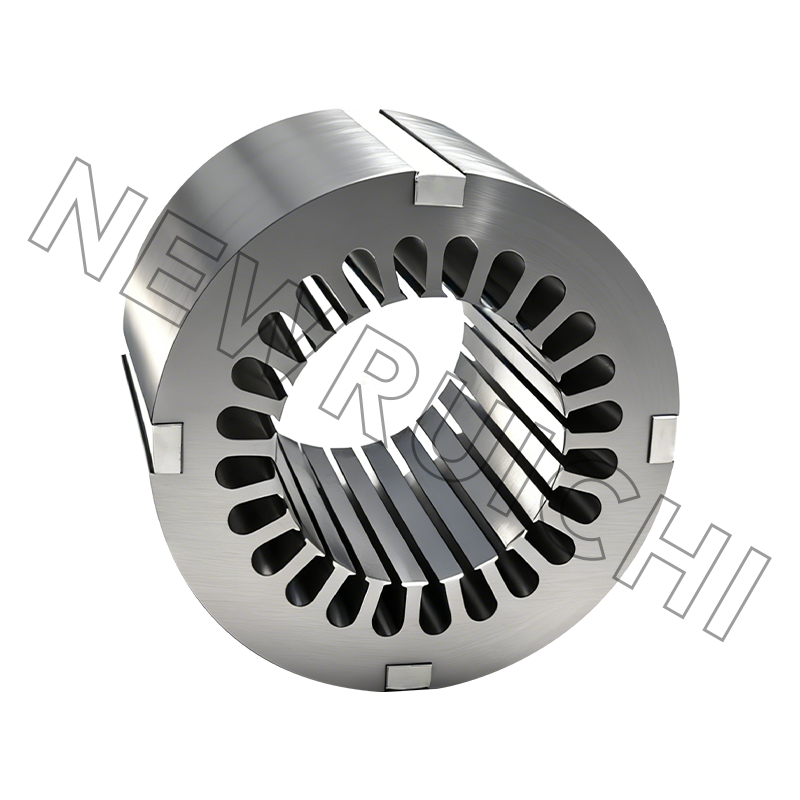
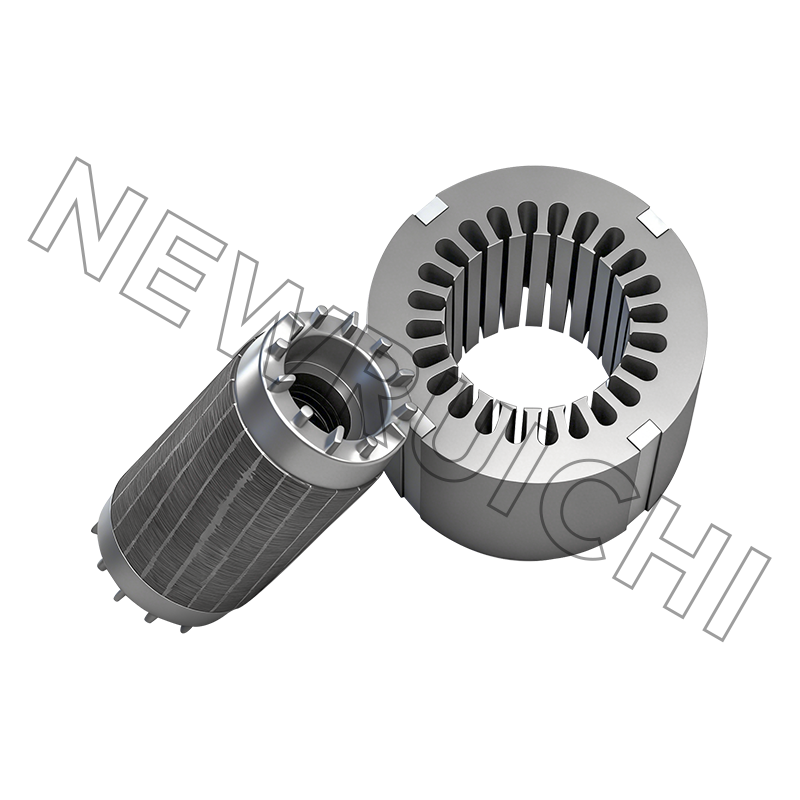
Tumpukan laminasi untuk motor traksi EV berkecepatan tinggi dapat berisi 150–400 laminasi individual, masing-masing dilubangi dari kumparan baja silikon dan ditumpuk dengan presisi hingga membentuk inti stator atau rotor. Selama pengoperasian motor, pemanasan resistif pada belitan dan rugi-rugi inti pada laminasi meningkatkan suhu inti sebesar 60–120 °C di atas suhu lingkungan, bergantung pada beban dan desain sistem pendingin. Selama kenaikan suhu ini, setiap laminasi memuai sesuai dengan koefisien muai panas baja , dan pertumbuhan aksial kumulatif tumpukan harus diakomodasi oleh desain rumah.
Untuk tumpukan aksial 200 mm yang menggunakan baja silikon dengan CTE 10,8 × 10⁻⁶/°C dan kenaikan suhu 100 °C, total ekspansi aksial kira-kira 0,216 mm . Meskipun hal ini mungkin tampak dapat diabaikan, hal ini secara langsung mempengaruhi kecocokan interferensi antara tumpukan laminasi dan rumah motor — kecocokan yang harus tetap cukup ketat untuk mencegah selip saat torsi sekaligus tidak menimbulkan tegangan lingkaran yang merusak selama siklus termal. Insinyur yang merancang rakitan press-fit atau shrink-fit harus menghitung perbedaan ekspansi antara inti baja silikon dan wadah aluminium atau besi tuang (yang memiliki CTE jauh lebih tinggi yaitu 21–24 × 10⁻⁶/°C untuk aluminium) untuk memastikan sambungan tetap stabil di seluruh rentang suhu pengoperasian penuh.
Ketidaksesuaian Ekspansi Termal Antara Bahan Inti dan Perumahan
Ketidaksesuaian CTE antara tumpukan laminasi baja silikon dan rumah motor aluminium adalah salah satu sumber kelelahan mekanis yang paling umum pada komponen drivetrain EV. Pada suhu pengoperasian, selubung aluminium mengembang kira-kira dua kali lipat inti baja silikon, sehingga mengurangi gangguan awal. Jika press-fit awal kurang dari yang ditentukan, inti dapat menjadi longgar pada suhu tinggi, menimbulkan getaran, keausan fretting, dan pada akhirnya menimbulkan kebisingan yang menandakan kegagalan struktural. Sebaliknya, jika kesesuaiannya terlalu ditentukan untuk mengimbangi relaksasi termal, tegangan lingkaran yang dikenakan pada tumpukan baja silikon selama perakitan dan pada suhu rendah dapat menyebabkan delaminasi atau retak pada tepi laminasi. Pengetahuan yang akurat tentang koefisien muai panas baja untuk kadar baja silikon spesifik yang digunakan — bukan nilai baja generik — oleh karena itu merupakan data masukan yang penting untuk perhitungan toleransi housing.
Bagaimana Presisi Menggorok dan Lintas Pemotongan Mempengaruhi Kinerja Termal Kumparan Baja Silikon
Kualitas dari kumparan baja silikon seperti yang dihasilkan dari proses pemotongan dan pemotongan silang mempunyai pengaruh langsung terhadap bagaimana tumpukan laminasi berperilaku termal dalam pelayanan. Tiga atribut kualitas spesifik — kerataan, kondisi tepi, dan tegangan sisa — berinteraksi dengan ekspansi termal untuk menentukan apakah laminasi yang dicap dapat mempertahankan geometri yang diinginkan di seluruh rentang suhu pengoperasian.
- Kerataan dan set koil: Kumparan baja silikon yang mempunyai kumparan yang berlebihan (kelengkungan yang persisten akibat penggulungan) menghasilkan laminasi yang tidak rata sempurna setelah dikosongkan. Ketika laminasi dengan sisa busur ditumpuk dan ditekan ke dalam inti, kontak interlaminar tidak seragam. Selama siklus termal, ekspansi diferensial pada zona kontak dan non-kontak menimbulkan gerakan relatif mikroskopis yang secara progresif menurunkan lapisan insulasi, meningkatkan kehilangan inti seiring waktu, dan — dalam kasus ekstrem — menyebabkan kebisingan magnetostriksi yang terdengar.
- Kualitas tepi celah: Ketinggian duri pada tepi celah secara langsung menentukan jarak interlaminar dalam inti yang ditumpuk. Gerinda yang tinggi menciptakan celah udara lokal yang mengurangi faktor penumpukan efektif — rasio bahan magnetik aktual terhadap total volume tumpukan. Saat inti memanas dan mendingin, pergerakan relatif yang diinduksi secara termal antar laminasi dapat menyebabkan ujung duri menembus lapisan insulasi pada laminasi yang berdekatan, menciptakan korsleting listrik yang secara dramatis meningkatkan kehilangan arus eddy dan mempercepat pemanasan lokal.
- Stres sisa dari pemrosesan: Pemotongan dingin dan pemotongan silang menimbulkan sisa tegangan tarik dan tekan pada tepi potongan. Tekanan-tekanan ini mengubah permeabilitas magnetik lokal (efek magnetoelastik) dan berinteraksi dengan tekanan-tekanan yang diinduksi secara termal selama pengoperasian untuk menghasilkan distribusi fluks yang tidak seragam dalam laminasi. Untuk aplikasi frekuensi tinggi seperti motor berkecepatan tinggi di atas 10.000 rpm, ketidakseragaman ini secara signifikan meningkatkan kehilangan inti dan mengurangi efisiensi.
Pengoperasian pemotongan profesional mengatasi ketiga masalah tersebut melalui jarak bebas blade yang dikontrol secara tepat (biasanya 0,5–1,5% dari ketebalan material), lintasan perata tegangan untuk memperbaiki set kumparan sebelum pemotongan, dan deburring tepi jika diperlukan. Hasilnya adalah kumparan baja silikon dengan kinerja elektromagnetik yang konsisten dan kerataan yang diterjemahkan langsung menjadi tumpukan laminasi yang stabil secara termal dan rendah kerugian.
Menentukan Kumparan Baja Silikon untuk Aplikasi yang Menuntut Termal
Saat mencari sumber kumparan baja silikon untuk aplikasi yang siklus termalnya parah — motor traksi EV, motor yang digerakkan inverter frekuensi tinggi, transformator daya besar, atau generator industri — spesifikasi material harus secara eksplisit memenuhi persyaratan elektromagnetik dan termal-mekanis. Mengandalkan hanya pada penetapan kelas (seperti M270-35A atau 35W250) tanpa memverifikasi data CTE pemasok, jenis lapisan insulasi, dan kualitas pemrosesan dapat menyebabkan kegagalan lapangan yang sulit ditelusuri kembali ke akar permasalahan material.
Parameter berikut harus dikonfirmasikan dengan pemasok baja silikon sebelum menyelesaikan pemilihan material untuk desain yang menuntut termal:
- Nilai CTE terukur untuk kadar dan ketebalan tertentu: Meminta data uji, bukan perkiraan buku panduan, khususnya untuk kadar silikon tinggi di mana variasi konten silikon batch-ke-batch dapat mengubah koefisien muai panas baja sebesar 0,3–0,5 × 10⁻⁶/°C.
- Peringkat stabilitas termal lapisan isolasi: Lapisan C2, C3, C4, dan C5 berbeda dalam ketahanannya terhadap suhu anil pelepas tegangan (biasanya 750–850 °C). Jika anil pasca-stamping adalah bagian dari proses, pelapisan harus bertahan dalam siklus termal tanpa menurunkan daya rekat atau ketahanan antar-laminar.
- Toleransi kerataan dan jaminan faktor penumpukan: Untuk inti presisi, tentukan busur maksimum yang diperbolehkan per satuan panjang dan faktor penumpukan minimum (misalnya, ≥97%) untuk memastikan kontak interlaminar yang stabil secara termal di seluruh tumpukan.
- Toleransi lebar celah dan batas tinggi duri: Toleransi lebar celah yang ketat (±0,05 mm atau lebih baik) dan tinggi duri maksimum (biasanya ≤0,02 mm untuk alat pengukur tipis) sangat penting untuk menjaga konsistensi penumpukan dan mencegah kerusakan lapisan selama siklus termal dalam servis.
Bekerja sama dengan pemasok yang menggabungkan pengetahuan material yang mendalam dengan kemampuan pemotongan dan lintas sektor profesional menghilangkan kesenjangan antara sertifikasi material dan kualitas kumparan siap proses. Ketika koefisien muai panas baja baja silikon Anda diketahui secara tepat dan Anda kumparan baja silikon dihasilkan dengan kerataan dan kualitas tepi yang terverifikasi, ekspansi termal menjadi variabel desain yang dapat dikelola dan bukan sumber kegagalan lapangan yang tidak dapat diprediksi.

Alamat email Anda tidak akan dipublikasikan. Bidang yang wajib diisi ditandai *




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telepon/Telepon:
+86-18861576796 +86-18261588866
Telepon/Telepon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Hak Cipta © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Produsen Inti Stator Dan Rotor
